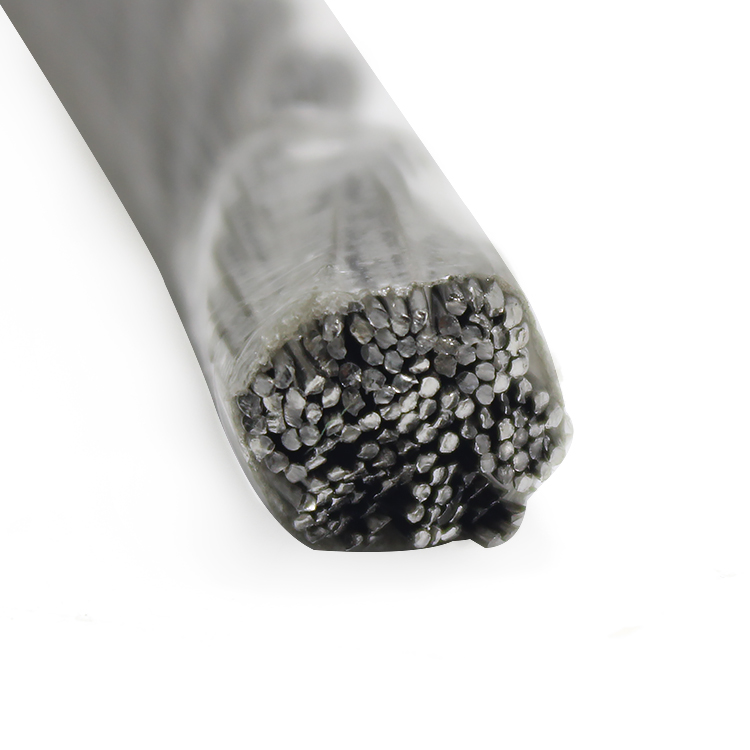
鍍鋅鋼絲繩突然斷裂的后果輕則物毀�����,重則人傷���。鍍鋅鋼絲繩使用壽命的延長�,意味著安全性��、可靠性和經(jīng)濟性的提高�����。磷化是一種很好的增加鍍鋅鋼絲繩壽命的處理技術��,即在鍍鋅鋼絲繩表面形成一層磷化膜����,磷化膜多孔性結構可以增加潤滑脂在制繩鋼絲表面的儲存量,降低摩擦因數(shù)促進滑動����,延緩鋼絲表面微動損傷的發(fā)生,抑制疲勞微裂紋的萌生���,從而大幅度延長鍍鋅鋼絲繩使用壽命��。
目前磷化處理被廣泛應用于汽車���、輕工����、化工�����、電器�����、國防等摩擦領域�。
金屬的磷化按照磷化液成分可分為堿金屬磷化、鐵系磷化����、鋅系磷化、錳系磷化����、鋅鈣系磷化、鋅錳系磷化和有機磷化等�。磷化鍍鋅鋼絲繩用制繩鋼絲的磷化膜的主要作用是提高鋼絲表面的耐磨和防腐蝕能力����,提高潤滑脂在鋼絲表面的儲存量并與涂敷的潤滑脂共同作用減小摩擦因數(shù)�,所以優(yōu)先采用錳系磷化��,其次為鋅錳系磷化���。同時要求磷化速度快�����,這樣才能在生產(chǎn)細直徑制繩鋼絲時有足夠的產(chǎn)量規(guī)模���。此外,可以采用高溫磷化和單位面積大電流電解磷化����,以提高磷化速度?����?s短反應時間�����。
鋼絲在磷化過程中會有部分材料被溶解,磷化膜膜重在3-15g/m2�����,磷化后的鋼絲直徑幾乎不變����;磷化膜膜重超過20g/ m 2時鋼絲直徑增加值也非常有限,鋼絲力學性能在磷化前后無明顯變化�����。磷化膜膜重可以按照相應國家標準GB/T9792-2003金屬材料上的膜單位面積膜質(zhì)量的測定重量法進行檢測�����。對于捻制后的磷化鍍鋅鋼絲繩產(chǎn)品拆股檢驗制繩鋼絲磷化膜膜重�,可以先用有機溶劑對鋼絲表面涂敷的潤滑脂進行徹底清洗,風干后按上述重量法測定磷化膜膜重即可��。
鋼絲磷化后����,一般會產(chǎn)生磷化廢水�����。因此上磷化鋼絲生產(chǎn)線的同時就必須擴建原有的廢水處理系統(tǒng)����。廢水處理后����,部分可以回用利用�;部分符合國家標準GB 8978-19的相關要求的處理后的廢水可以直接排放。
![[field:keywords/]](/uploads/allimg/211115/1-211115143T1327-lp.jpg)
 關注微信
關注微信 查看手機站
查看手機站






